Mi a PET heveder gyártósor gyártási folyamata?
Mint jól bevált szállítójaPET szíj gyártósor, Örömmel osztom meg Önnel a PET heveder gyártósor részletes gyártási folyamatát. Ennek a folyamatnak a megértése segíthet a potenciális ügyfeleknek tájékozott döntések meghozatalában, amikor berendezéseink megvásárlását fontolgatják.


1. Nyersanyag előkészítés
A PET hevederek gyártásának első lépése az alapanyagok előkészítése. A polietilén-tereftalát (PET) gyanta az elsődleges alapanyag. A kiváló minőségű PET gyanta elengedhetetlen az erős és tartós PET hevederek előállításához. A gyanta általában kis pellet formájában érkezik. A gyártósorra való belépés előtt ezeket a pelleteket gondosan megvizsgálják, hogy nincsenek-e benne szennyeződések vagy nem megfelelő méretűek. Ezután silókban tárolják őket, ahol szárazon tartják, hogy megakadályozzák a nedvesség felszívódását, ami befolyásolhatja a végtermék minőségét.
2. Extrudálás
Miután a nyersanyagok készen állnak, az extruderbe adagolják. Az extruder a PET heveder gyártósor kulcsfontosságú eleme. Fűtött hordóból áll, benne csavarral. Amint a PET-pellet a hordóba kerül, a csavar forog, és előre tolja a pelleteket, miközben a hordó hője megolvasztja őket. Az extruder belsejében a hőmérsékletet pontosan szabályozzák, hogy a PET-gyanta elérje az optimális olvadáspontot, általában 260-280 Celsius fokot.
Az olvadt PET-et ezután az extruder végén lévő szerszámon nyomják át. A szerszámnak van egy sajátos formája, amely meghatározza a PET heveder keresztmetszetét. Például egy gyakori szerszámforma lapos, téglalap alakú hevedert eredményez. Az extrudált PET folytonos szalagszerű formát képez, amikor kilép a szerszámból.
3. Hűtés
Az extrudálás után a forró PET-szalagot gyorsan le kell hűteni, hogy megszilárduljon. Ez általában úgy történik, hogy az extrudált hevedert egy víztartályon vezetik át. A tartályban lévő vizet meghatározott hőmérsékleten tartják, általában 20-30 Celsius fok körül. A gyors hűtés segít beállítani a PET molekulaszerkezetét, erősebbé és merevebbé teszi a hevedert.
A hűtési folyamat során a heveder kezdeti megnyúláson is áteshet. Ez a nyújtás segít a polimer láncok összehangolásában a PET-ben, tovább növelve a heveder szilárdságát. A nyújtás mértékét ebben a szakaszban gondosan szabályozzák, hogy biztosítsák a végtermék kívánt tulajdonságait.
4. Nyújtás
A lehűtött PET heveder ezután belép a gyártósor nyújtó részébe. A nyújtás kritikus folyamat, amely jelentősen javítja a heveder mechanikai tulajdonságait. A hevedert egy sor görgőn vezetik át, amelyek különböző sebességgel forognak. A görgősebesség különbsége miatt a heveder hosszanti irányban megnyúlik.
A heveder általában az eredeti hosszának 3-5-szörösére van megfeszítve. Ez a nyújtási eljárás összehangolja a polimer láncokat a PET-ben, növelve a szakítószilárdságát és csökkentve a vastagságát. A nyújtást általában több lépésben hajtják végre az egyenletes nyújtás és a kívánt tulajdonságok elérése érdekében.
5. Hőbeállítás
A nyújtás után a hevedert melegíteni kell – be kell állítani, hogy stabilizálja új formáját és tulajdonságait. A hőkezelés során a kifeszített hevedert egy fűtött kamrán vezetik át. A kamrában a hőmérsékletet gondosan szabályozzák, általában 180-220 Celsius fok körül.
A hőkezelés során a PET molekulaszerkezete a nyújtott állapotában rögzül. Ez segít megakadályozni, hogy a heveder visszazsugorjon eredeti méretére, és biztosítja, hogy az idő múlásával megőrizze szilárdságát és rugalmasságát.
6. Felületkezelés
Miután a hőkezelés befejeződött, a heveder felületkezelésen eshet át. Ez magában foglalhat olyan eljárásokat, mint a dombornyomás vagy a bevonat felhordása. A domborítás texturált felületet hoz létre a hevederen, ami javíthatja a tapadást kötegeléskor. A bevonat további védelmet nyújthat a nedvesség, az UV-sugárzás és a kopás ellen.
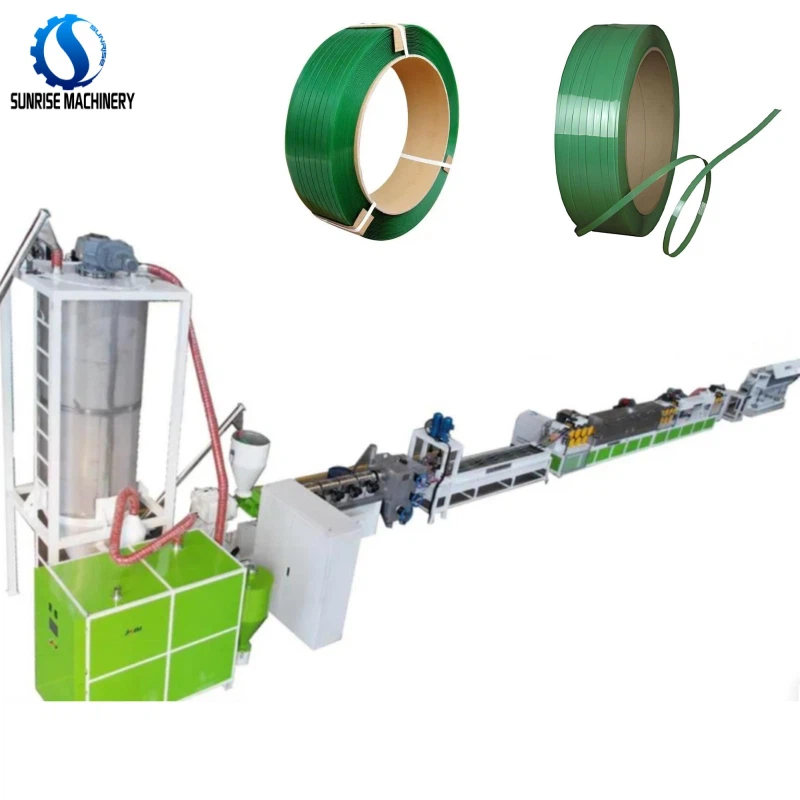
7. Tekercselés
A gyártási folyamat utolsó lépése a kész PET-szíj tekercselése. A tekercselési folyamatot gondosan ellenőrzik, hogy a heveder egyenletesen és szorosan fel legyen tekerve az orsókra. Ez megkönnyíti a hevederek kezelését, tárolását és szállítását.
Az orsók az ügyfél igényeitől függően különböző méretűek. Olyan információkkal vannak ellátva, mint a heveder szélessége, vastagsága és hossza.
PET heveder gyártósorunk előnyei
A PET heveder gyártósorunk számos előnnyel rendelkezik. Először is, rendkívül hatékony, és viszonylag rövid idő alatt képes nagy mennyiségű kiváló minőségű PET heveder előállítására. A gyártósor fejlett vezérlőrendszerekkel van felszerelve, amelyek pontos hőmérséklet-, sebesség- és nyújtási arány-szabályozást biztosítanak, ami egyenletes termékminőséget eredményez.
Másodszor, gyártósorunkat az egyszerű kezelésre és karbantartásra tervezték. Felhasználóbarát felülettel rendelkezik, és minimális kézi beavatkozást igényel. Az alkatrészek kiváló minőségű anyagokból készülnek, amelyek tartósak és megbízhatóak, csökkentve a gyakori javítások szükségességét.
Végül átfogó értékesítés utáni szolgáltatást kínálunk. Szakértői csapatunk mindig készen áll műszaki támogatásra, oktatásra és pótalkatrészekre a gyártósor zavartalan működése érdekében.
Vegye fel velünk a kapcsolatot vásárlásért és tárgyalásokért
Ha PET heveder gyártósor vásárlása iránt érdeklődik, vagy kérdése van termékeinkkel kapcsolatban, kérjük, forduljon hozzánk. Értékesítési csapatunk szívesen megvitatja az Ön egyedi igényeit, részletes termékinformációkat nyújt, és versenyképes árat kínál. Hiszünk abban, hogy PET heveder gyártósorunk megfelel az Ön termelési igényeinek, és segít nagyobb sikereket elérni vállalkozásában.
Hivatkozások
- "Műanyag extrudálási technológia", Allan A. Griff.
- "Polimer feldolgozás: alapelvek és tervezés", Charles Rauwendaal.